Surface Finish Guide for Case Hardware: Zinc Plating vs Chrome vs Vibratory Finishing
When the Finish Fails, Everything Follows
A zinc-plated latch arrives at a coastal installation site in September. By March, white rust blooms across the bracket arms. By June, red rust creeps beneath the mounting holes. The enclosure is still sealed—barely—but the hardware has become the weakest link in the system. The procurement team never saw it coming because the finish code on the drawing—“ZL”—said nothing about the salt-spray hours the plating could actually deliver.
Surface finish is the single most consequential specification decision for case hardware after material grade itself. A toggle latch, recessed handle, or hinge manufactured from identical steel stock will behave in radically different ways depending on whether the surface carries zinc plating (ZL), chrome plating (CR), or vibratory finishing (ZG) on a stainless-steel substrate. The divergence shows up in three places that matter to every buyer: corrosion resistance measured in salt-spray hours, unit cost, and the visual message the hardware sends on a finished enclosure.
This guide compares all three surface treatments side by side—using verified ASTM B117 salt-spray data, process-level cost drivers, and application-matched recommendations—so that engineers and procurement teams can move beyond generic finish codes and specify the right treatment for the right environment.
Why Surface Finish Matters for Case Hardware
Case hardware operates at the intersection of mechanical function and environmental exposure. If the surface degrades, the component loses dimensional precision as corrosion product builds up in tight tolerances, and the enclosure’s visual identity shifts from professional to neglected. Three performance dimensions drive finish selection:
Three Performance Dimensions
- Corrosion resistance. Measured in ASTM B117 salt-spray hours to white or red rust. Zinc and chrome plating protect a steel substrate by different mechanisms; vibratory finishing enhances the inherent passive layer of stainless steel. The underlying mechanism is fundamentally different, and so are the hours-to-failure.
- Aesthetic longevity. Chrome plating delivers mirror-bright reflectivity; zinc plating provides functional silver-gray; vibratory finishing on SUS304 produces a satin-matte finish that hides fingerprints and scratches.
- Total cost per unit of protection. A low-cost zinc-plated latch replaced twice in five years costs more than a vibratory-finished stainless-steel latch installed once.

Zinc Plating (ZL): The Workhorse Finish
Process Overview
Zinc plating deposits a thin layer of zinc—typically 5–15 μm—onto a ferrous substrate via electroplating. The zinc layer provides sacrificial (cathodic) protection: because zinc is more electrochemically active than iron, it corrodes preferentially, protecting the underlying steel even when the coating is scratched. Post-plating passivation is almost always applied, and the passivation type determines both the color (clear/blue-white, yellow iridescent, olive drab, black) and the salt-spray hours it contributes.
Salt Spray Performance
Per manufacturer catalog data, zinc plating on case hardware achieves the following ASTM B117 neutral salt-spray ratings:
| Zinc Plating Specification | Typical Thickness | Hours to White Rust | Hours to Red Rust |
|---|---|---|---|
| Clear/blue-white passivation (Cr3+) | 5–8 μm | 12–24 hours | 24–48 hours |
| Yellow iridescent passivation | 8–12 μm | 48–72 hours | 48–96 hours |
| Olive drab passivation + sealant | 12–15 μm | 72–120 hours | 96–200 hours |
The specification range of approximately 48–96 hours to red rust for standard zinc plating per manufacturer catalog data reflects the most commonly supplied configuration: 8–12 μm zinc with trivalent yellow passivation, no additional sealant. This is the default finish for the vast majority of commercial case hardware.
It is critical to note that RoHS compliance requirements have shifted the industry away from hexavalent chromium (Cr6+) passivation toward trivalent (Cr3+) systems. Cr3+ passivation delivers lower salt-spray hours on its own, but when combined with an organic or inorganic sealant topcoat, it can match or exceed legacy Cr6+ performance at higher processing cost per manufacturer catalog data.
Cost Profile
Zinc plating is the lowest-cost surface treatment for steel case hardware. Per manufacturer catalog data, standard zinc plating with clear or yellow passivation is approximately 1× baseline—the reference point against which all other finishes are measured. Cost increases with plating thickness (moving beyond 8–12 μm), passivation upgrades (trivalent with sealant adds 10–30%), and mandatory hydrogen-embrittlement baking for high-strength parts ($0.50–3.00 per part). Setup and lot charges dominate per-part cost for orders below approximately 500 pieces per manufacturer catalog data.
Best Applications
- Indoor enclosures and rack-mounted cases in climate-controlled environments
- General industrial cabinets where functional corrosion protection is the priority and visual appearance is secondary
- High-volume production runs where unit cost sensitivity is paramount
- Replacement hardware where the original specification calls for zinc plating
Limitations
Zinc plating’s salt-spray ceiling of approximately 48–96 hours for standard configurations limits its use in coastal, marine, or chemically aggressive environments. The finish also dulls over time outdoors as the zinc oxidizes, transitioning from bright silver to a flat gray patina. For visible hardware on premium enclosures, this aesthetic degradation may be unacceptable.
Chrome Plating (CR): The Decorative-Performance Hybrid
Process Overview
Chrome plating for case hardware is a copper–nickel–chromium composite system: a copper strike provides adhesion, a nickel layer (often duplex: semi-bright + bright) provides the primary corrosion barrier and luster, and a thin chromium top layer (0.25–0.8 μm) provides hardness and the signature mirror-bright appearance.
The chromium layer is a cathodic coating relative to steel. Unlike zinc, which sacrifices itself, chrome protects by acting as a physical barrier. If the barrier is breached through micro-cracks, pinholes, or mechanical damage, the exposed steel rusts faster than it would without any plating. The integrity and thickness of the underlying nickel layer is therefore the true determinant of corrosion performance.
Micro-Crack Density and Its Impact
All electroplated chromium layers contain a network of micro-cracks—fine fissures that form due to internal stress during deposition. Micro-crack density affects corrosion performance in two ways: low crack density concentrates corrosion current at the few existing cracks, causing deeper localized pitting; controlled high crack density (micro-discontinuous chromium) distributes the current across thousands of microscopic sites, slowing overall penetration toward the steel substrate. This micro-crack dependency explains the wide range in chrome plating’s salt-spray performance.
Salt Spray Performance
Per manufacturer catalog data, chrome plating on case hardware achieves the following ASTM B117 neutral salt-spray ratings:
| Chrome Plating Configuration | Nickel Layer | Hours to Red Rust (NSS) |
|---|---|---|
| Single-layer Ni + standard Cr | 10–15 μm | ≈72 hours |
| Duplex Ni + micro-discontinuous Cr | 20–30 μm | 120–200 hours |
The approximately 72–200 hour range per manufacturer catalog data reflects the variation between basic decorative chrome systems (single nickel layer, standard chromium) and premium systems (duplex nickel with micro-discontinuous chromium). For case hardware in the NRH catalog, the CR designation covers both configurations; specific salt-spray ratings vary by product line and should be confirmed at the specification stage.
Cost Profile
Chrome plating is significantly more expensive than zinc plating. Per manufacturer catalog data, decorative chrome plating (Cu/Ni/Cr system) costs approximately 2–4× baseline compared with standard zinc plating. Key cost drivers include the multi-step copper–nickel–chromium process, the high cost of nickel metal, the pre-polishing often required for mirror-finish results, and higher rejection rates than zinc plating.
Best Applications
- Visible, exterior-mounted hardware on premium enclosures where mirror-bright aesthetics justify the cost premium
- High-wear touchpoints (recessed handles, draw latches) where chromium’s hardness (HV 800–1,000) resists abrasion and repeated gripping
- Consumer-facing equipment cases, medical carts, and retail display enclosures
- Hardware requiring a clean, non-porous surface that resists bacterial adhesion in sanitary environments
Limitations
Chrome plating’s cathodic nature means that any breach in the coating accelerates corrosion of the underlying steel. In harsh outdoor or marine environments, chrome plating may underperform even basic zinc plating once the coating is damaged. The cost premium of 2–4× over zinc limits chrome to applications where aesthetics or wear resistance are the primary drivers, not raw corrosion protection.
Vibratory Finishing (ZG): Stainless Steel’s Performance Ceiling
Process Overview
Vibratory finishing—also known as vibratory polishing or mass finishing—is a mechanical surface-treatment process that refines the surface of stainless-steel components without applying any metallic coating. Parts are loaded into a vibratory chamber with ceramic, porcelain, or mixed media and a water-based compound. The machine oscillates at 1,500–3,000 vibrations per minute, generating a rolling toroidal motion that produces millions of low-energy micro-cutting and burnishing contacts per minute across every surface, including internal cavities and blind holes.
The result is a uniform, non-directional satin-matte finish (Ra ≈ 0.4–0.8 μm per manufacturer catalog data) that is smooth to the touch, hides fingerprints and minor scratches, and enhances the native chromium-oxide passive layer on the stainless-steel substrate.
How Vibratory Finishing Enhances Passivity
Research published in Corrosion Engineering, Science and Technology (Neupane et al., 2023) demonstrated that vibratory polishing of 304L stainless steel promotes enrichment of Cr(III) oxide and hydroxide species in the surface oxide film by enhancing selective iron dissolution. The result: enhanced spontaneous passivity in aggressive environments compared with mechanically ground surfaces. The vibratory-finished surface is not merely smooth—it is chemically optimized, with a passive film richer in protective chromium oxide.
Salt Spray Performance
Per manufacturer catalog data, vibratory finishing on stainless-steel case hardware achieves the following ASTM B117 neutral salt-spray ratings:
| Substrate Grade | Surface Treatment | Hours to Red Rust (NSS) |
|---|---|---|
| SUS304 | Vibratory finishing (ZG) | 500+ hours |
| SUS316 | Vibratory finishing (ZG) | 1,000+ hours |
These figures represent a fundamental performance advantage over both zinc plating and chrome plating on steel substrates. A vibratory-finished SUS304 latch at 500+ hours delivers approximately 5–10× the salt-spray endurance of a standard zinc-plated latch at 48–96 hours per manufacturer catalog data. A vibratory-finished SUS316 component at 1,000+ hours enters the territory of heavy-duty marine and offshore specifications.
It is essential to understand that this performance is not due to the vibratory process adding a protective layer—it is due to the inherent corrosion resistance of the stainless-steel substrate itself, enhanced by a surface treatment that optimizes the passive film. There is no coating to chip, crack, or wear through. The protection is the material.
Cost Profile
Vibratory finishing on stainless steel is not directly comparable in cost to zinc or chrome plating on steel because the cost differential is dominated by the substrate material, not the surface treatment. Per manufacturer catalog data:
- Material cost: SUS304 raw material costs approximately 2–3× carbon steel; SUS316 costs approximately 3–4× carbon steel. This is the single largest cost driver.
- Finishing cost: Vibratory finishing itself is low-cost per unit—comparable to or lower than zinc plating in processing cost—because it is a batch process requiring no tanks, anodes, or chemical baths. Media and compound costs are amortized across hundreds of cycles per manufacturer catalog data.
- No post-processing: Unlike electroplating, vibratory finishing generates no hydrogen embrittlement risk and requires no baking step. There are no hexavalent-chromium compliance issues because no chromium is deposited.
When total cost of ownership is considered—factoring in replacement cycles, downtime, and warranty exposure—vibratory-finished stainless-steel hardware is frequently the most economical choice for installations with corrosion exposure lasting more than two to three years.
Best Applications
- Outdoor enclosures, coastal installations, and marine environments where salt-spray endurance above 500 hours is required
- Food processing, pharmaceutical, and cleanroom enclosures where hardware must withstand regular washdown with sanitizing chemicals
- Premium industrial cases where the satin-matte aesthetic communicates quality without the high-gloss glare of chrome
- Any application where the hardware must last the full service life of the enclosure without replacement
Limitations
Vibratory finishing is applicable only to stainless-steel substrates (SUS304, SUS316, and similar grades). It cannot be applied to carbon-steel or iron hardware because there is no passive chromium-oxide layer to enhance. For applications requiring a bright or mirror finish, vibratory finishing produces a satin-matte result; NRH Box Hardware offers bright polish (LG) as an alternative finish code for stainless-steel components requiring mirror-like reflectivity.
Comparative Analysis: All Three Finishes Side by Side
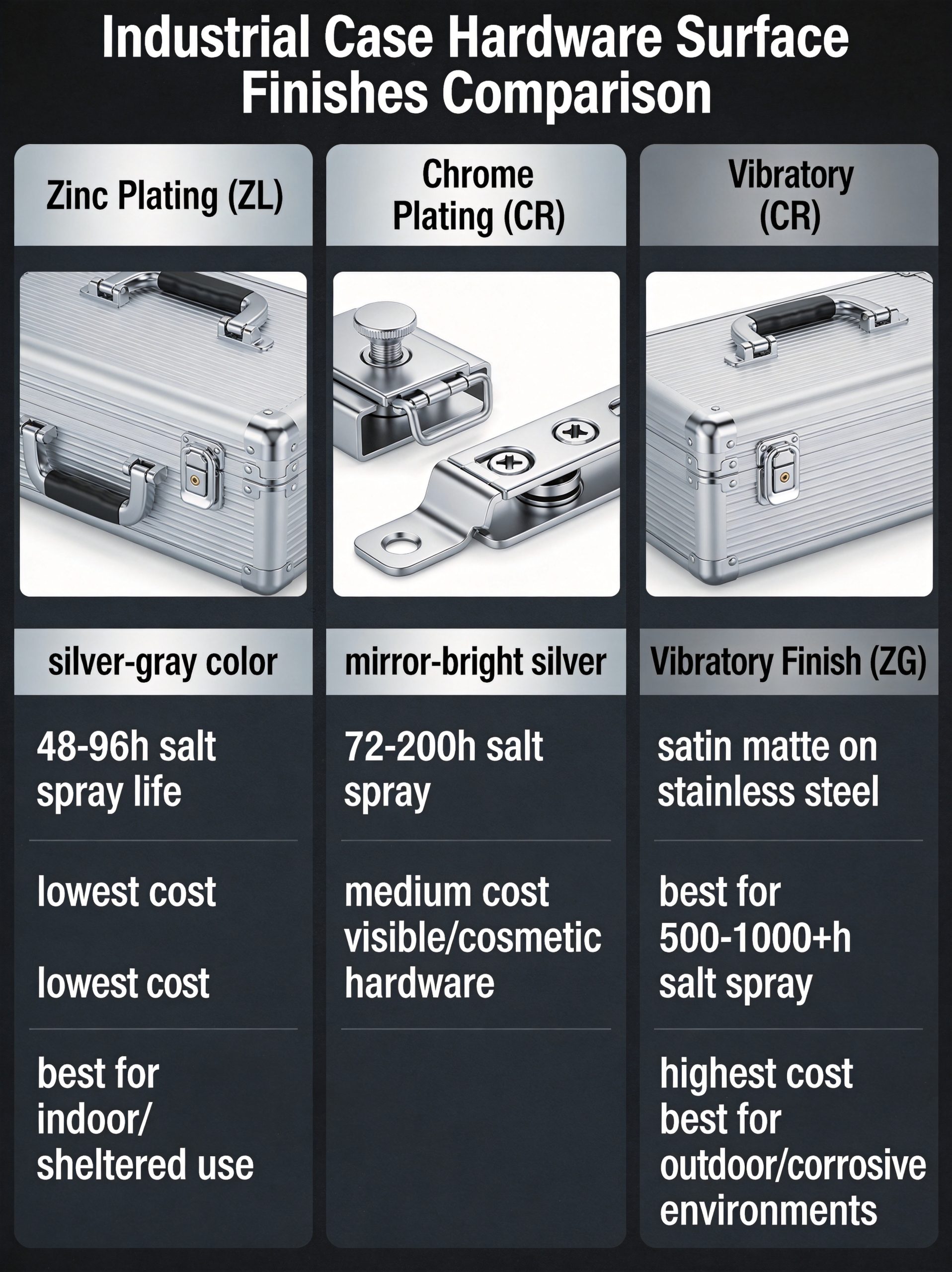
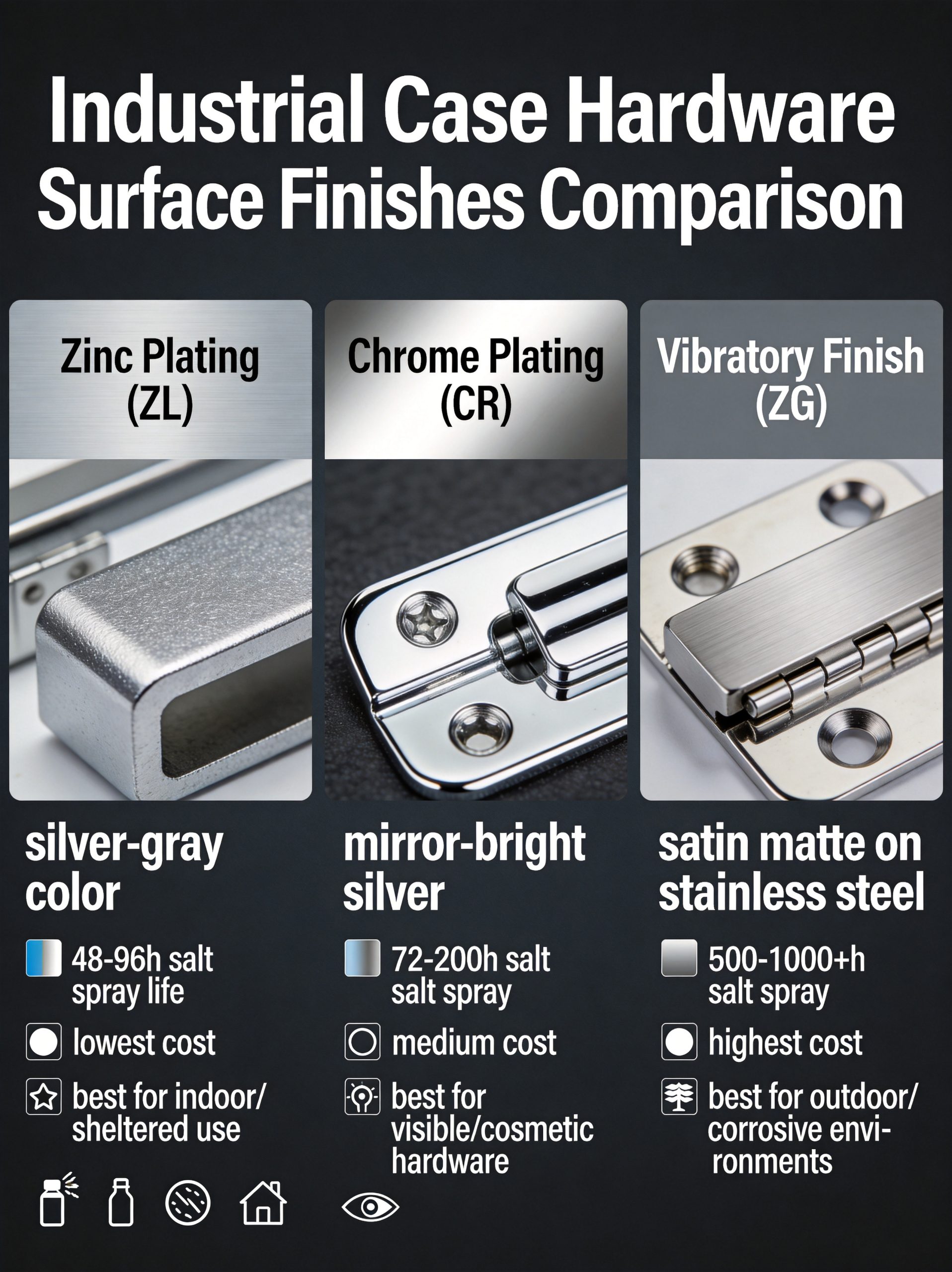
| Parameter | Zinc Plating (ZL) | Chrome Plating (CR) | Vibratory Finishing (ZG) |
|---|---|---|---|
| Substrate | Carbon steel / iron | Carbon steel / iron | SUS304 / SUS316 |
| Protection mechanism | Sacrificial (cathodic) | Barrier (cathodic coating) | Passive film (inherent) |
| Salt spray (NSS, to red rust) | 48–96 hours | 72–200 hours | 500–1,000+ hours |
| Surface appearance | Silver-gray (dulls over time) | Mirror-bright, bluish tint | Satin-matte, non-directional |
| Hardness | Low (zinc is soft) | High (Cr: HV 800–1,000) | Moderate (stainless steel substrate) |
| Wear resistance | Low | High | Moderate to high |
| Scratch tolerance | Excellent (sacrificial protection continues) | Poor (barrier breach accelerates rust) | Excellent (passive film repassivates) |
| RoHS compliance | Requires Cr3+ passivation + sealant | Requires Cr3+ system | Inherent (no plating chemicals) |
| Hydrogen embrittlement risk | Yes (baking required for high-strength parts) | Yes (baking required for high-strength parts) | None |
| Relative cost factor | 1× (baseline) | 2–4× | 2–4× (dominated by substrate) |
| Typical application | Indoor, general industrial | Premium visible hardware | Outdoor, marine, sanitary |
Selection Decision Framework
Choosing among zinc plating, chrome plating, and vibratory finishing requires evaluating four sequential criteria. Work through them in order; the answer usually emerges by the second or third question.
1. What Is the Corrosion Environment?
- Indoor, climate-controlled: Any finish works. Zinc plating (ZL) is the default for cost efficiency.
- Indoor, humid or occasional condensation: Zinc plating with yellow passivation + sealant (48–96h) or chrome plating (72–200h) per manufacturer catalog data.
- Outdoor, non-coastal: Chrome plating or vibratory-finished SUS304 (500+ hours) per manufacturer catalog data.
- Coastal, marine, or chemically aggressive: Vibratory-finished SUS316 (1,000+ hours) per manufacturer catalog data.
2. What Aesthetic Does the Application Demand?
- Functional / unseen: Zinc plating—appearance is not a factor.
- Visible, premium, high-gloss: Chrome plating—mirror-bright finish communicates quality.
- Visible, premium, low-glare: Vibratory finishing (ZG)—satin-matte hides fingerprints; preferred for medical and food processing aesthetics.
3. What Is the Wear Profile?
- High-frequency touchpoints (recessed handles, repeatedly actuated latches): Chrome plating’s hardness (HV 800–1,000) provides the best abrasion resistance per manufacturer catalog data.
- Low-frequency or static hardware (corner protectors, fixed hinges): Vibratory-finished stainless steel offers adequate wear resistance with superior corrosion performance.
4. What Is the Total-Cost-of-Ownership Window?
If the enclosure has a 10+ year service life in an outdoor environment, the replacement cost of zinc-plated hardware will far exceed the upfront premium for vibratory-finished stainless steel. For indoor applications with a 3–5 year lifecycle, zinc plating’s lower initial cost is difficult to beat.
Quick-Reference Decision Map
| If Your Application Requires… | Recommended Finish | Code |
|---|---|---|
| Lowest unit cost, indoor use | Zinc plating (clear/yellow passivation) | ZL |
| Mirror-bright appearance, moderate corrosion exposure | Chrome plating (duplex Ni + micro-discontinuous Cr) | CR |
| Outdoor/corrosive environment, low-glare aesthetics | Vibratory finishing on SUS304 | ZG |
| Marine/coastal, maximum corrosion protection | Vibratory finishing on SUS316 | ZG |
| High-wear touchpoints, premium look | Chrome plating (decorative) | CR |
| Sanitary/washdown environments | Vibratory finishing on SUS304 or SUS316 | ZG |
For surface roughness values beyond the standard ZG satin-matte range, other finish codes in the NRH catalog include bright polish (LG) for mirror finishes on stainless steel, sandblasting (PS) for textured surfaces, brushed finish (LS) for directional grain patterns, and powder coating (PG) for colored enclosures. Performance parameters for these additional finishes vary by material and specification; contact manufacturer for rated values.
Frequently Asked Questions
Is zinc plating adequate for outdoor case hardware?
Zinc plating with standard trivalent passivation delivers 48–96 hours of ASTM B117 salt-spray resistance to red rust per manufacturer catalog data, which is generally insufficient for sustained outdoor exposure. For outdoor applications, upgrade to zinc plating with sealant topcoat (96–200h), chrome plating, or vibratory-finished stainless steel (500+ hours) depending on the severity of the environment.
Why does chrome plating sometimes rust faster than zinc plating?
Chrome plating is a cathodic barrier coating; if the chromium or nickel layer is breached by micro-cracks, pinholes, or mechanical damage, the exposed steel substrate becomes an anode and corrodes faster than unprotected steel. Zinc plating is an anodic sacrificial coating that continues to protect the substrate even when scratched. This fundamental electrochemical difference means chrome excels only while its barrier remains intact per manufacturer catalog data.
What does vibratory finishing actually do to the stainless steel surface?
Vibratory finishing smooths the surface to a uniform satin-matte texture (Ra ≈ 0.4–0.8 μm per manufacturer catalog data) and enhances the chromium-oxide passive layer by promoting selective iron dissolution from the surface film. Research confirms that vibratory-polished stainless steel shows enriched Cr(III) oxide content in the passive layer, resulting in enhanced spontaneous passivity compared with mechanically ground surfaces.
Can vibratory finishing be applied to carbon steel hardware?
No. Vibratory finishing refines the surface and enhances the existing passive oxide layer on stainless steel; carbon steel has no equivalent passive film to enhance. Carbon-steel hardware requires a metallic or organic coating (zinc plating, chrome plating, powder coating, or similar) for corrosion protection.
How do I decide between SUS304 and SUS316 for vibratory-finished hardware?
SUS316 contains 2–3% molybdenum, which provides approximately 2× the salt-spray endurance of SUS304 in chloride environments. Per manufacturer catalog data, vibratory-finished SUS304 achieves 500+ hours and SUS316 achieves 1,000+ hours to red rust in ASTM B117 testing. Choose SUS316 for coastal, marine, or chemical-exposure installations; SUS304 is sufficient for general outdoor and indoor industrial use.
Does chrome plating on case hardware contain hexavalent chromium?
Modern RoHS-compliant chrome plating uses trivalent chromium (Cr3+) for both the passivation layer and the chromium deposit itself. Hexavalent chromium (Cr6+) has been restricted under RoHS and REACH regulations for most consumer and industrial products sold into the EU. Trivalent systems are standard for current-production case hardware per manufacturer catalog data, though legacy specifications may still reference Cr6+ passivation.
What is the difference between bright polish (LG) and vibratory finishing (ZG)?
Vibratory finishing (ZG) produces a uniform satin-matte, non-directional finish on stainless steel. Bright polish (LG) produces a mirror-like, high-reflectivity finish on stainless steel. Both are applied to stainless-steel substrates; the choice is purely aesthetic. LG hardware shows fingerprints and scratches more readily; ZG hardware conceals them. Salt-spray performance is comparable for both finishes on the same substrate grade per manufacturer catalog data.
Need Help Choosing?
Surface finish selection involves balancing corrosion requirements, aesthetic targets, wear profiles, and total cost of ownership—often across a mixed hardware bill of materials where different components may warrant different treatments. If you need guidance matching finish codes to your application environment, NRH Box Hardware’s engineering team can review your enclosure specifications and recommend the optimal surface treatment for each hardware item.
- Email: nrh-gz@nrh.cn
- WhatsApp: +86 180 1797 5137
- Address: Room 1703-1704, Zhongji Building, No. 819 Yinxiang Road, Nanxiang Town, Jiading District, Shanghai, China