
Who We Are
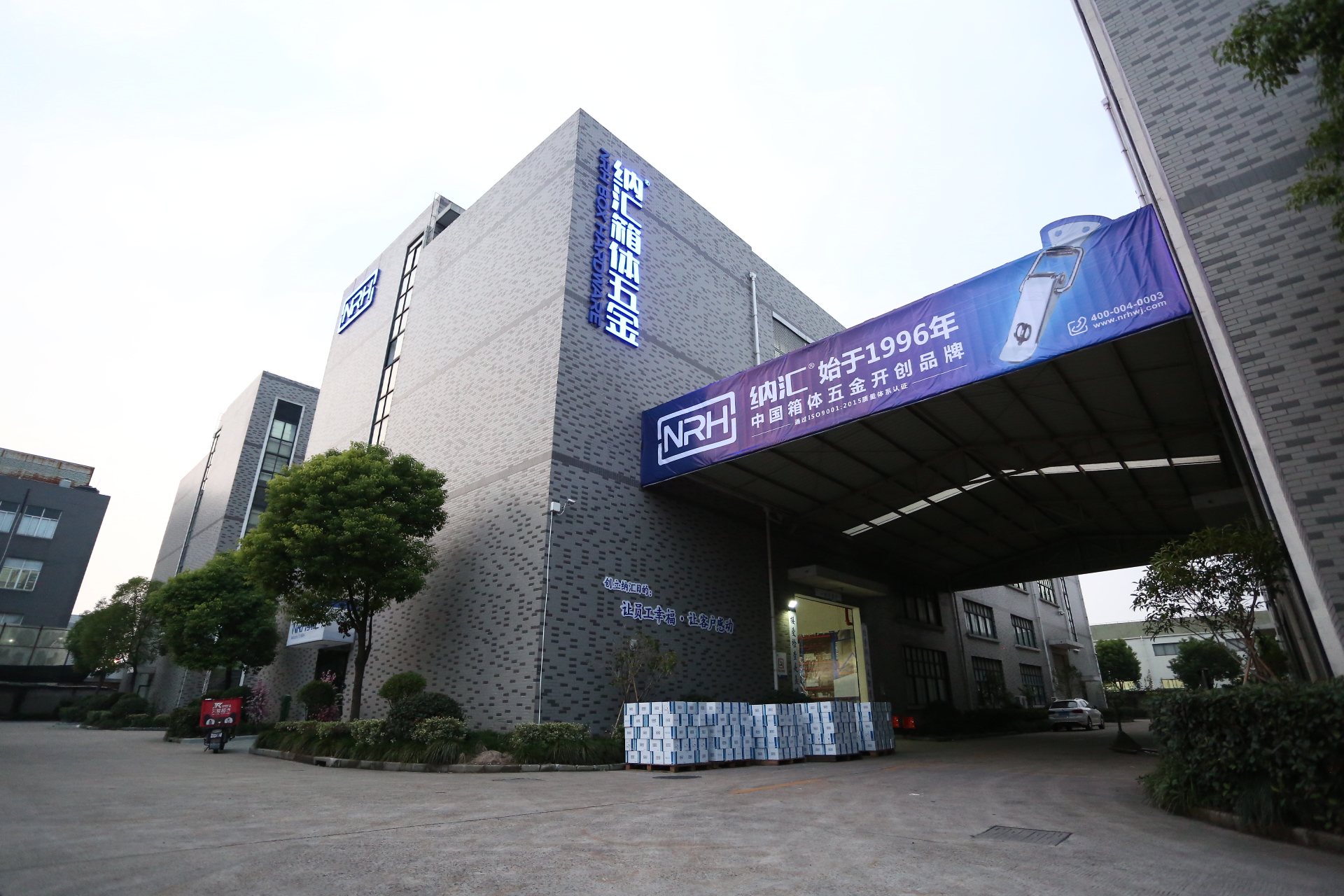
Shanghai NRH Box Hardware Manufacturing Co., Ltd. stands as a premier, fully integrated manufacturer and global supplier specializing in high-performance case, enclosure, and box hardware. Founded in 1996 and headquartered in Shanghai, we have built a 30-year legacy of excellence. Our mission is to transform client concepts into reliable, production-ready hardware through comprehensive in-house capabilities in design, engineering, manufacturing, and distribution.

Our Product Portfolio & Applications
We engineer and supply critical components for security, accessibility, and durability worldwide. Our core products include:
-
Latches & Locks: For secure closure and access control.
-
Handles & Carry Solutions: For ergonomic transport.
-
Hinges: For smooth, reliable movement.
-
Corner Guards & Protection: For impact resistance.
-
Custom Fittings & Hardware: Tailored solutions for unique challenges.

Industrial Sectors We Serve
-
Aerospace & Defense
-
Medical Equipment
-
Telecommunications
-
Transportation & Logistics
-
Energy & Power Systems
-
Industrial Machinery & Enclosures
-
Professional Audio/Visual
-
Smart Technologies & IoT

Our Philosophy: The Pursuit of Perfection
As an industry pioneer, NRH operates on the principle of “Continuous Improvement and the Pursuit of Perfection.” This philosophy drives our unwavering attention to precision and quality at every step, building exceptional customer experiences.

Core Competencies: The NRH Advantage
-
Advanced Technical & Engineering Capabilities: In-house expertise with state-of-the-art CAD/CAM and DFM (Design for Manufacturability).
-
Flexible & Responsive Customization: Specialists in translating concepts into production-viable custom hardware.
-
Reliable Delivery Performance: Robust supply chain management for on-time delivery.
-
Comprehensive Quality Assurance: Multi-stage inspection protocol guaranteeing consistency.
-
End-to-End Solution Development: Partnership through the entire product lifecycle.
Quality Certifications & Innovation Credentials
Our commitment is validated by recognized standards:
-
ISO 9001:2015 Certified Quality Management System
-
GJB (National Military Standard) Certification
-
National High-Tech Enterprise Recognition
-
Proprietary Patents & Innovative Designs
Global Vision & Strategic Impact
Guided by our mission, “Chinese Hardware, Global NRH,” we lead the transformation of China’s case hardware industry towards specialization, superior quality, and bespoke customization.
Strategic Expansion for Global Service
Our “Five-Point” National Development Strategy establishes integrated centers in:
-
Beijing (North China)
-
Guangzhou (South China)
-
Chongqing (Southwest China)
-
Zhengzhou (Central China)
-
Shanghai (East China – Headquarters)This network enhances logistical efficiency and response to global market demands.
Our Commitment to You
NRH strives to be your premier strategic partner. We are committed to delivering manufacturing excellence defined by superior quality, continuous innovation, and customer satisfaction to our global clients.

Key Differentiators: Why Choose NRH?
-
30+ Years of Focused Expertise
-
Vertically Integrated Manufacturing
-
Military-Standard (GJB) Quality Assurance
-
Custom Engineering & Solution Development
-
Extensive Patent Portfolio
-
National High-Tech Enterprise Status
-
Global Distribution & Multi-Industry Expertise

Need a Quote?
Contact us for product inquiries, bulk pricing, and technical support.