B2B Hardware Sourcing from China: What Importers Must Know About Quality Control
Over 60% of hardware importers report at least one major quality failure in their first two years of sourcing from China. Material substitutions, inconsistent surface finishes, and failed load tests rank as the top three defects. This guide breaks down the practical quality control steps that separate reliable shipments from costly rework.
Why Quality Control Fails in China Hardware Sourcing
Most QC failures trace back to three root causes: misaligned specifications, inadequate inspection protocols, and supplier-side material substitution.
Specification gaps happen when buyers share only a product image or a vague description. Factories fill the blanks with their own interpretations. A “stainless steel latch” could mean SUS304, SUS201, or SUS430 — each with vastly different corrosion resistance and cost.
Inadequate inspection means relying on photos or ship-sample approvals instead of systematic checks during production. A single pre-shipment snapshot cannot confirm batch consistency across 10,000 units.
Material substitution is the most damaging failure mode. Some suppliers swap SUS304 for SUS201 to cut costs. The parts look identical to the naked eye. The difference shows up six months later — when rust appears on installed hardware.
Building a robust QC process requires understanding what to check, when to check it, and which tools deliver reliable results.
Material Verification: The SUS304 vs SUS201 Trap

SUS304 stainless steel contains 18% chromium and 8% nickel. SUS201 drops nickel to roughly 1-1.5% and replaces it with manganese. The cost difference is significant — SUS201 can cost 30-40% less per kilogram. That margin creates a strong incentive for substitution.
Visual inspection cannot distinguish SUS304 from SUS201. Both look like polished stainless steel. Even experienced inspectors get fooled without proper tools.
Three reliable verification methods exist:
1. XRF Spectrometry (Handheld Analyzer)
A handheld X-ray fluorescence analyzer reads elemental composition in seconds. Point the device at the part. Read the nickel percentage. SUS304 shows 8-10.5% nickel. SUS201 shows under 1.5%. This is the fastest and most accurate field method. Analyzers cost $15,000-30,000, but third-party inspection firms carry them as standard equipment.
2. Chemical Reagent Test
A drop of specific reagent on the metal surface produces different color reactions for different alloys. This method costs pennies per test. It identifies SUS201 with high reliability but does not confirm SUS304 — it only rules out low-nickel alloys. Use it as a quick screening tool, not a final verification.
3. Material Test Report (MTR) Cross-Check
Request a mill test certificate (MTC) from the factory. Then verify the certificate against the physical material using XRF or chemical testing. MTRs alone are unreliable — they document the raw material as purchased, not what actually ends up in your product.
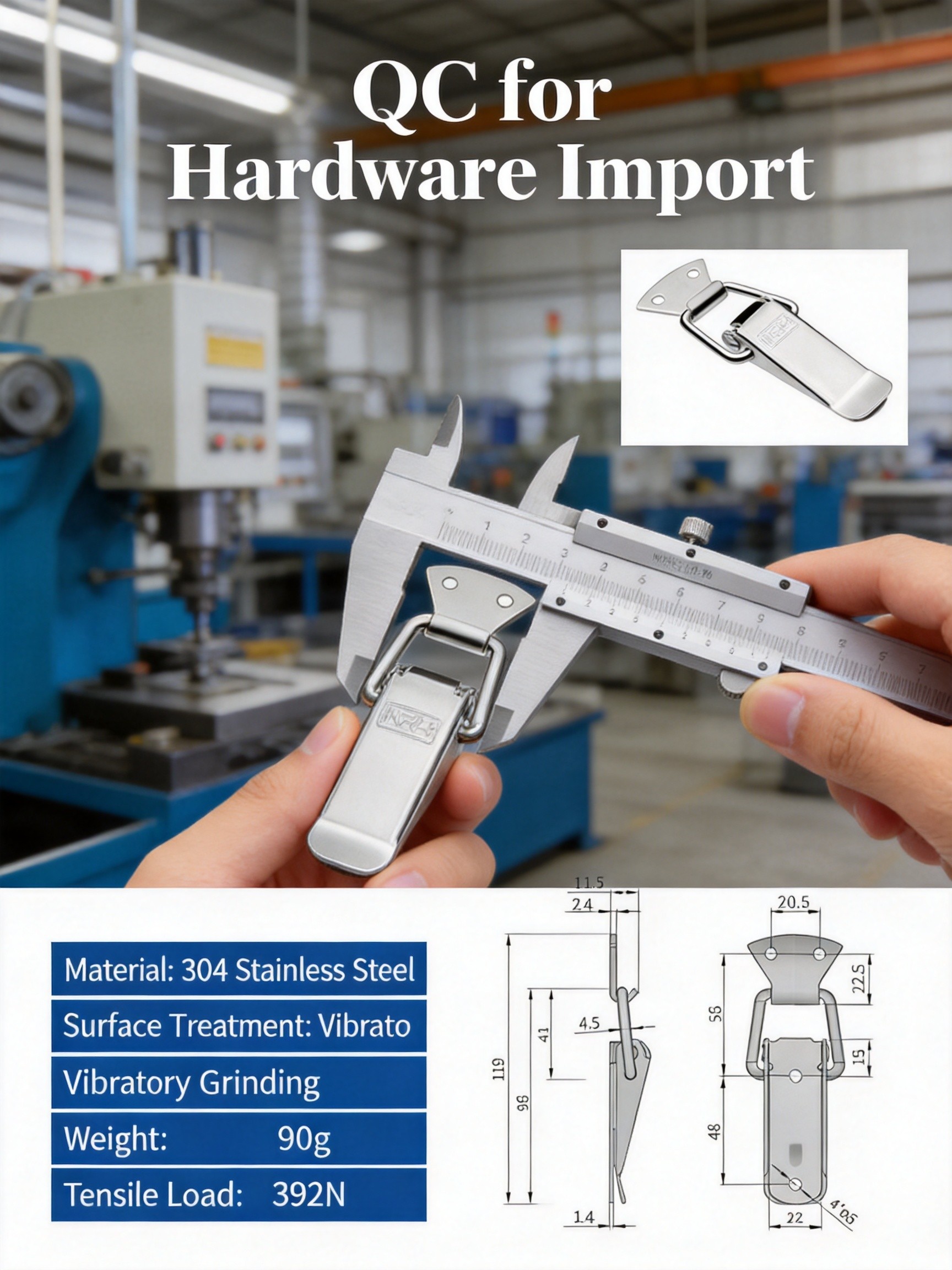
Consider the butterfly latch 5101-96-S04-ZG as a real example. Rated for SUS304 construction with a vibratory finish and a tensile load of 392N per manufacturer catalog data, this component is a prime target for material substitution because SUS201 looks identical after vibratory finishing. If the factory swaps the raw material, the latch passes visual inspection but fails corrosion resistance within months of installation in humid environments.
Always verify material at two stages: incoming raw material before production starts, and finished goods before shipment.
Surface Finish & Treatment Inspection
Surface finish defines both the appearance and the corrosion resistance of case hardware. Three common problems arise: wrong finish type, inconsistent polish quality, and plating defects on treated parts.
Wrong Finish Type
Suppliers sometimes apply a cheaper finish than specified. A mirror polish requires multi-stage buffing. A vibratory finish uses tumbling media in a vibrating bowl. The cost and process time differ substantially. If you order mirror polish and receive vibratory finish, the parts function correctly but look wrong — a problem if your end customer expects a premium appearance.
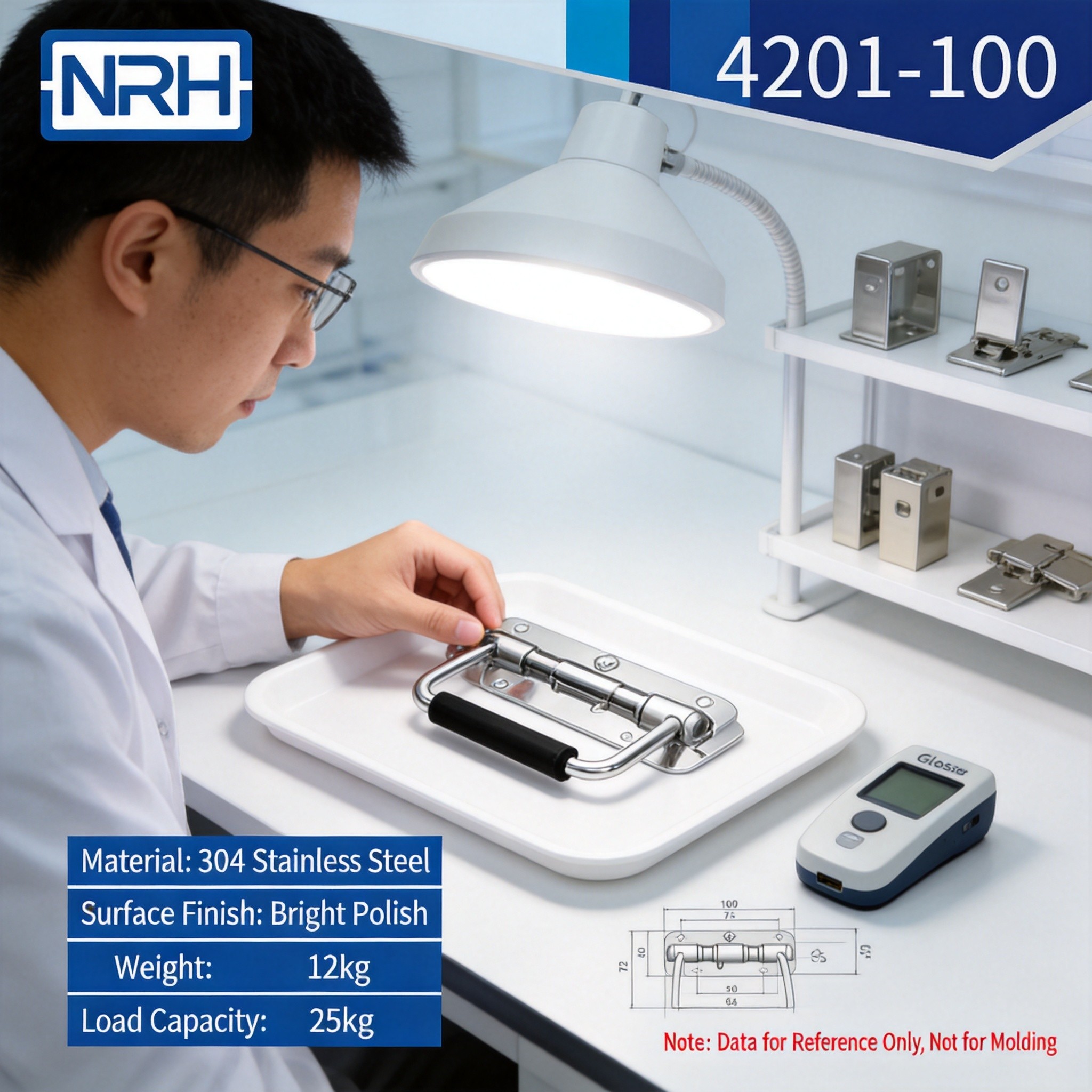
The recessed handle 4201-110-0-S04-LG ships with a mirror polish finish and is rated for 40kg load per manufacturer catalog data. During inspection, check the polish level by comparing against an approved golden sample under consistent lighting. Use a gloss meter to quantify the reflectivity. Mirror polish stainless steel typically measures 600-1000 GU (gloss units) at a 60-degree angle. Vibratory finish measures 200-400 GU. A gloss meter removes subjective judgment from the inspection.
Inconsistent Polish Across a Batch
Even when the correct finish is applied, batch inconsistency is common. The first 500 units may receive full buffing time, while the operator shortens the cycle for the last 200 units to meet a deadline. Random sampling catches this. Pull 5-8 samples from different points in the production run — beginning, middle, and end — and compare gloss readings.
Plating Defects on Treated Parts
Iron chrome hardware requires electroplating. Plating defects include blistering, peeling, discoloration, and uneven coverage. The corner protector 7201-50-FE-CR uses iron with chrome plating. Common defects on chrome-plated iron parts include:
- Blistering: Air trapped under the plating layer creates raised bubbles. Run your fingernail across the surface — blisters catch and feel raised.
- Peeling: Poor adhesion between the base metal and the chrome layer. A cross-hatch adhesion test (ISO 2409) confirms plating integrity.
- Color variation: Inconsistent current density during plating causes yellowish or bluish tint on different areas of the same part.
- Rust-through at edges: Chrome plating thins at sharp edges, exposing the iron substrate. Check edges and corners specifically.
Salt spray testing (ASTM B117) validates plating durability. A minimum 48-hour neutral salt spray test is standard for chrome-plated iron hardware. If the factory cannot provide test results, commission an independent test before approving a new supplier.
Load Testing & Dimension Tolerances

Load ratings exist for a reason. A latch that fails under load creates safety hazards and warranty claims. Dimension tolerances determine whether parts fit correctly in the field.
Load Testing Protocols
The spring latch 5103-63K-S04-ZG is rated for a tensile load of 700N per manufacturer catalog data. This is one of the highest load ratings among standard case latches. Verifying this rating requires a calibrated universal testing machine (UTM), not a manual pull test.
A proper load test protocol includes:
- Sample size: Test a minimum of 3 units per batch. For batches over 5,000 units, test 5.
- Test speed: Apply load at a controlled rate (typically 10mm/min for hardware). Sudden impact testing is a separate test — do not confuse the two.
- Pass criteria: The latch must hold the rated load for a minimum of 30 seconds without permanent deformation or failure. Record the actual break load if failure occurs.
- Documentation: Photograph the test setup, the load curve, and the failure mode. This data supports warranty claims and supplier negotiations.
Common load test failures include spring fatigue (the latch holds initially but deforms under sustained load), rivet shear (the rivet connecting the latch body to the bracket shears under tension), and catch disengagement (the latch arm bends enough to release under load). Each failure mode points to a different root cause and a different corrective action.
Dimension Tolerances
Dimension issues cause more field complaints than load failures. A latch that is 0.5mm too wide will not fit the cutout. A hinge with misaligned holes cannot be installed without re-drilling.
The support hinge 8131-70-0-S04-ZG illustrates this problem. Hinge pin alignment and mounting hole positions must fall within tight tolerances for smooth operation. Standard tolerances for case hardware are:
- Mounting hole centers: ±0.2mm
- Overall length/width: ±0.3mm
- Hinge pin diameter: ±0.1mm
- Mounting hole diameter: ±0.15mm
Use digital calipers (resolution 0.01mm) for all dimension checks. Measure at least 10 units per batch across critical dimensions. Record results in a dimensional inspection report and compare against the drawing. Flag any dimension that falls outside tolerance — do not accept “close enough.”
Quality Control Checklist for Hardware Imports
Use this checklist for every hardware order from China. Adjust sample sizes based on order volume and supplier history.
| Inspection Stage | What to Check | Tools Required | Pass Criteria |
|---|---|---|---|
| Pre-production | Raw material certificate + physical verification | XRF analyzer or reagent test | Nickel content matches SUS304 spec (8-10.5%) |
| During production | Surface finish consistency across batch | Gloss meter, golden sample | Gloss units within ±10% of golden sample |
| During production | Dimensional accuracy on first-off samples | Digital calipers (0.01mm) | All critical dims within drawing tolerance |
| Pre-shipment | Load test on finished goods | Universal testing machine | Hold rated load for 30 seconds |
| Pre-shipment | Plating adhesion (chrome parts) | Cross-hatch cutter, tape | ISO 2409 Class 0 or 1 |
| Pre-shipment | Visual inspection for defects | Inspection lamp, 10x loupe | Zero visible defects on AQL sample |
| Pre-shipment | Packaging and labeling accuracy | Visual check | Correct labels, adequate protection |
Key timing rule: Never skip the during-production check. Waiting until pre-shipment to discover a material or process error means the entire batch is defective. Early detection allows correction while the production line is still running.
Third-party inspection: If you cannot visit the factory, hire an inspection firm. Firms like SGS, Bureau Veritas, and TÜV offer per-inspection pricing. A single during-production inspection typically costs $200-400 and prevents far larger losses from defective shipments.
FAQ
How do I verify SUS304 without an XRF analyzer?
Use a chemical reagent test as a screening tool. It reliably identifies SUS201 (low nickel) by color reaction. If the reagent test passes, follow up with a laboratory analysis on a random sample for confirmation. Reagent tests cost under $1 each and take 30 seconds.
What AQL level should I use for hardware inspection?
AQL 1.0 for critical defects (material, load rating, safety) and AQL 2.5 for major defects (surface finish, dimensions outside tolerance). Use AQL 4.0 for minor cosmetic issues. Reference ISO 2859-1 for sampling plans based on lot size.
How often should I audit a Chinese hardware factory?
Initial audit before placing the first order. Follow-up audit annually for ongoing suppliers. Trigger an immediate audit if defect rates exceed 2% or if you receive customer complaints about material quality.
Can I trust factory-provided material test reports?
Partially. An MTR confirms the raw material purchased, not the material installed in your product. Always cross-check MTR data against physical testing of finished goods. MTRs are useful as a baseline but not as sole verification.
What is the standard salt spray test duration for chrome-plated hardware?
48 hours minimum for neutral salt spray (ASTM B117) on chrome-plated iron. For SUS304 hardware, 72-96 hours is typical. If the supplier quotes less, the plating or passivation process may be insufficient.
How many samples should I test per batch?
For load testing: minimum 3 units per batch, 5 for batches over 5,000. For dimensional checks: 10 units across critical dimensions. For visual inspection: follow AQL sampling tables based on lot size — typically 50-80 units for a 5,000-piece order at AQL 2.5.
What are the most common quality pitfalls when sourcing case hardware from China?
Material substitution (SUS201 instead of SUS304), inconsistent surface finish across a batch, plating defects on chrome iron parts, and dimension drift as tooling wears. Each of these is preventable with the inspection protocols described above.
Should I hire a third-party inspection company?
Yes, if you cannot maintain staff in China. A during-production inspection costs $200-400 and catches issues while they are still correctable. Compare that cost to a $10,000+ defective shipment and the decision is straightforward.
Need help choosing? Contact NRH Box Hardware at nrh-gz@nrh.cn or WhatsApp +86 180 1797 5137. Room 1703-1704, Zhongji Building, No. 819 Yinxiang Road, Nanxiang Town, Jiading District, Shanghai, China.